

联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593
焊接中、焊缝处温度迅速升高,体积膨胀。热影响区温度低,阻碍焊缝膨胀,结果焊缝处产生压应力,热影响区产生拉应力。但此时焊缝处于塑性状态,焊缝被压应力墩粗,松弛了此应力。
焊后冷却时,热影响区冷却速度快,很快进入弹性状态,焊缝处温度高,处于塑性状态。这时焊缝收缩,较热影响区收缩慢,焊缝阻碍热影响区收缩,焊缝仍受压应力,影响区受拉应力。但焊缝处于塑性状态,焊缝的塑性墩粗,松弛了此应力。
热影响区温度不断降低,冷却速度也变慢,当焊缝的冷却速度高于热影响区时,焊缝收缩较快,焊缝的收缩受到热影响区阻碍,应力方向发生了转变,焊缝受拉应力,热影响区受压应力。当焊缝和热影响区都进入弹性状态时,因焊缝温度高,冷却速度快,收缩量大,热影响区温度低,冷却速度低,收缩量小,焊缝收缩受到热影响区阻碍,结果焊缝受拉应力,热影响区受压应力。此时没有塑性变形,这一对压应力,随着温度的降低,焊缝收缩受阻碍越来越大,拉应力也越来越大,直至室温,拉应力可近似于屈服极限。
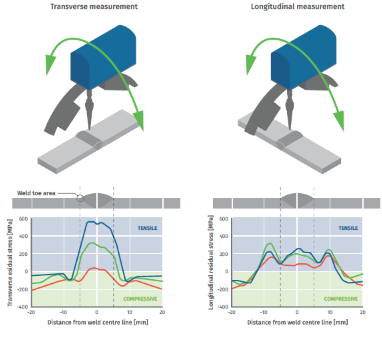
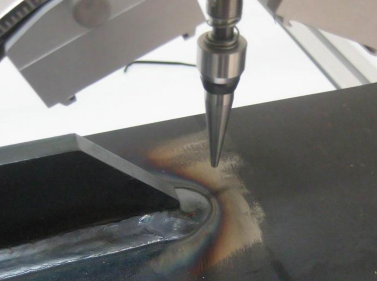
使用X射线衍射法的便携式焊接应力分析仪来测量焊缝上的残余应力是比较先进检测手段。测量中机器人进行移动,从而可以测量几乎任何形状或大小的样品的残余应力。焊缝表面上的典型残余应力分布图如下:焊缝中的残余应力通常是平行拉伸的,尤其是在焊缝横向的焊趾区域。
地址:北京市门头沟区上园路甲10号院 洪源智能工坊807室 座机:010-88820040-8002 邮箱:[email protected]

